|
�P�DG-code�t�@�C���̎����쐬
�Q�DG-code�t�@�C���̉�ʊm�F
�R�D�R���g���[���[�Ɖ��H�@
�P�DG-code�t�@�C���̎����쐬
�@�@�@G-code��CNC�R���g���[���ɑ��M���邱�Ƃɂ���āA���H�@�����܂��̂ŁA
�@�@�@CNC���n�߂�Ƃ��͐悸G-code���w�K����̂ł����A
�@�@�@�p�\�R���œ������z�r�[�p��CNC�́A���H�\�͂����������߁A
�@�@�@�H��̍������������ς��Ȃ��牽�x�������������J��Ԃ��܂��̂ŁA�ȒP�Ȃ��̂ł��s����
�@�@�@�c��ɂȂ�܂��B
�@�@�@�����āA�l�����̖c��ȍs�����A��s���A�S�ĊԈႢ�̂Ȃ��R�[�h�������̂͌����I�ł�
�@�@�@����܂���B���H���n�߂�O�ɍ��܂��Ă��܂��܂��B
�@�@�@�����ŁA ���H����`���CAD�\�t�g�ō쐬���A���̃f�[�^����G-code�̃t�@�C����
�@�@�@�����ŏo�͂���CAM�\�t�g��p���܂��B
�@�@�@�����āA������CAM�\�t�g�ɂ́A�@�B���i���H�ł�dxf��dwg�t�@�C������G-code�t�@�C����
�@�@�@�ϊ�������A�v�����g����H�ł̓K�[�o�[�t�@�C������G-code�t�@�C���ɕϊ�������ȂǁA
�@�@�@�F�X����܂��̂ŁA�悸�́A�����̖ړI�ɍ�����CAM�\�t�g���g����悤�ɂ��܂��B
�@�@�@���̂悤��G-code�t�@�C����CAM�\�t�g�Ŏ����ō쐬�ł���A�R���g���[���[�ɉ��H��
�@�@�@���W���_��ݒ肷��Ƃ���G92�R�}���h������m���Ă���A��芸����CNC���H���n�߂�
�@�@�@���Ƃ��ł��܂��B
�Q�DG-code�t�@�C���̉�ʊm�F
�@�@�@���ɁA��L�ō쐬����G-code�t�@�C���́A���ۂɉ��H����O�ɁAPC��ʏ�Ō`�����H�@��
�@�@�@�������m�F���܂��B
�@�@�@����ɂ́ACNC�R���g���[���[��G-code�f�[�^�𑗐M����Sender�\�t�g�𗘗p���܂��B
�@�@�@Grbl�p��Sender�\�t�g�͎��̂悤�Ɋe�킠��܂����A
�@�@�@�@�@�@https://github.com/gnea/grbl/wiki/Using-Grbl
�@�@�@�ŏ��́A���̒��ł����ɃC���X�g�[���Ƒ��삪�ȒP��Candle�𗘗p���܂��B
�@�@�@Candle�́AG-code�f�[�^�̑��M�@�\�����Ŗ����AG-code�t�@�C����ǂݍ��ނƁA
�@�@�@���H�\��̋O�Ղ��R�����}�`�ŕ\�����A�G���h�~����[�U�[���ȂǍH��̎��s��
�@�@�@�\�����܂��B
�@�@�@����ɁA��ʓ��̍H��̓R�}���h��JOG�{�^���Ȃǂ��g���Ď蓮�ł��������܂��̂ŁA
�@�@�@�����������ۂ�CNC���H�@�𑀍삵�Ă���悤�Ɋ������܂��B
�@�@�@�܂��A���̃\�t�g���g���āA������ڂŊm�F���Ȃ���AG-code�R�}���h���w�K����A
�@�@�@�ƂĂ��������Ղ��ł��B
�@�@�@�������ACandle�́A���ۂ�Grbl���������܂ꂽArduino��PC�ɐڑ�����Ă��܂����
�@�@�@���삵�܂���̂ŁA���̂悤�ɏ������Ă��痘�p���܂��B
�@�@�@�@�@�@�@Arduino
Uno�܂���Arduino
Nano����肵�܂��B
�@�@�@�@�@�@�@�i�@�ŏ��́A���̓��������ɂ��Ă����܂��B�j
�@�@�@�@�@�@�@�@���AArduino�ɂ̓u�[�g���[�_�[���������܂�Ă���K�v������̂ŁA
�@�@�@�@�@�@�@�@�g���u��������邽�߁A�������̌݊��i�͔����āA�ł��邾�����K�i���g���܂��B
�@�@�@�@�@�A�@Xloader���g���āAArduino ��Grbl���������݂܂��B
�@�@�@�@�@�@�@�@���Ђ�Grbl�̃y�[�W���Q�l�ɂ��Ă��������B
�@�@�@�@�@�B�@�o�b��Candle���C���X�g�[�����܂��B
�@�@�@�@�@�@�@�@���Ђ�Sender�̃y�[�W�̂��Q�l�ɂ��Ă��������B
�@�@�@�@�@�C�@�o�b��Arduino �Ƃ�USB�P�[�u���Őڑ����܂��B
�@�@�@�@�@�@�@�@�d����USB���狟������܂��B
�@�@�@�@�@�D�@Candle���N�����܂��B
�R�D�R���g���[���[�Ɖ��H�@
�@�@�@��L�̂悤�ɁAG-code�t�@�C�����쐬���邱�Ƃ��ł��ACandle���Ŏ��݂ɓ�������悤�ɂȂ�A
�@�@�@���Ƃ̓R���g���[���[�Ɖ��H�@����肷�邾���ł��B
�@�@�@CNC���H�@�ɂƂ��đ�Ȃ��Ƃ͎��̂Q�ł��B
�@�@�@�@�E�X�e�b�p�[���[�^�[���E�����Ȃ����ƁB
�@�@�@�@�E�@�B�̍����Ɛ��x����������
�@�@�i�P�j�X�e�b�p�[���[�^�[���E�����Ȃ�����
�@�@�@�p�\�R���œ�����CNC�ɂ͉��H�@����̈ʒu���̃t�B�[�h�o�b�N�͂���܂���B
�@�@�@�R���g���[���[���o�͂���p���X�ɑ��āA�X�e�b�p�[���[�^�[�͒E��(lose steps)�����ɁA
�@�@�@��ɊԈႢ�Ȃ����m�ɒǏ]���Ă��邱�Ƃ��O��ł��B
�@�@�@���H���Ɉ��ł��E������A���̉��H�͎��s�i�ɂȂ邽�߁A�ŏ������蒼���ł��B
�@�@�@���̂��߁A���̓_�ɍl�����K�v�ł��B
�@�@�@�@�E�X�e�b�p�[���[�^�[�́A������R���������A�o�̓g���N�̑傫�����̂��g�p���܂��B
�@�@�@�@�@�@���[�^�[�͔��M����ƃg���N���ቺ���܂��̂ŁA
�@�@�@�@�@�@���[�^�[�̓�����R�����������Ƃ�h���C�u��H�̈��萫�͏d�v�ł��B
�@�@�@�@�E�����A�����͊ɂ₩�ɍs���A���H���x�͍ō����x�ɂ����A�]�T�������ē������܂��B�@
�@�@�i�Q�j�@�B�̍����Ɛ��x����������
�@�@�@�@�B���x�������Ȃ��ƁA���x�̍������i�͍��܂���B
�@�@�@���̂��߁A���̓_�ɍl�����K�v�ł��B
�@�@�@�@�E����
�@�@�@�@�E�������W���x
�@�@�@�@�E���萸�x
�@�@�@�s�̂�CNC�ɂ́A�f�ʂ��ی`��̃K�C�h�_���Q�{�ƁA���j�A�u�b�V�����e���ɗp�������̂�
�@�@�@��������܂��B
�@�@�@�������A�̑��̕��s�_���Z�̗l�q���C���[�W���Ē����Ɨ������₷���̂ł����A
�@�@�@�I��̑̏d���ړ�����ƁA�Q�{�̕��s�_�͗e�ՂɋȂ��邱�Ƃ������܂��B
�@�@�@����Ɠ����ŁA���s�����Q�{�̃K�C�h�_���ړ��K�C�h�ɂ������̂́A�����������悤�Ɍ����Ă��A
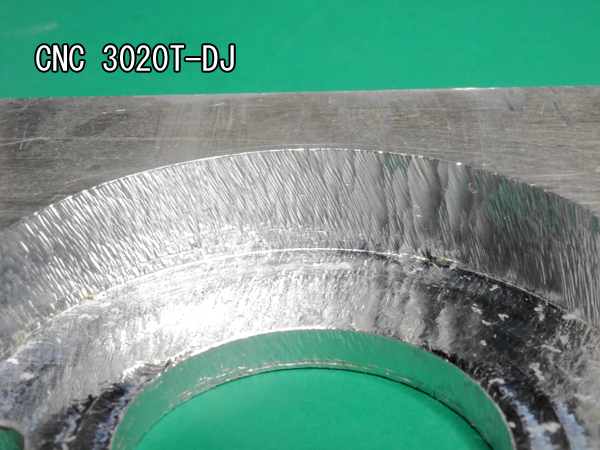
�@�@�@�@�B���H�̐��x�ōl����Ƒ傫���Ȃ�����̂ł��̂ŁA�d���X�s���h�����[�^�[���ړ�������A
�@�@�@�@�B���H�̏ꍇ�͐؍�͂ɂ���Ă��A�K�C�h�_�͑傫���Ȃ���܂��B
�@�@�@����ɁA���H����X�s���h�����[�^�[�͈�ԕs����ȏꏊ�Ɏ��t�����Ă��܂��B
�@�@�@���̂��߁A���[�U�[���H�̂悤�Ƀw�b�h���y���A�O�͂����������̂͗]����ɂȂ�Ȃ����Ǝv��
�@�@�@�܂����A�@�B���i�̉��H�ł́A�����x�̉��H�͍���ł��B
�@�@�@�ł���A�A���a�\���⍄���̍������ʂɎ��t����ꂽ���j�A�u���b�N���̃K�C�h��
�@�@�@���z�I�ł��B
�@�@�@�܂��A�e���̈ړ��́A�˂��ƃi�b�g�ɂ�鑗��@�\����ʓI�ł����A
�@�@�@�\�ŗL��A�˂��ƃi�b�g�̊ԂɗV�т������A�{�[���˂������z�I�ł��B
�@�@�@���Ђň����Ă��R���g���[���[�ƃv���N�\��CNC���L�b�g�́A�w���Ƃx���̈ړ��͈͂������Ƃ�
�@�@�@����@�\���{�[���˂����łȂ��Ƃ��A �K���������z�I�ȍ\���ł͂���܂��A
�@�@�@�A�}�`���A���z�r�[�Ƃ��Ďg������̂Ƃ��ẮA���i�I�Ƀo�����X���Ƃꂽ���̂��Ǝv���܂��B
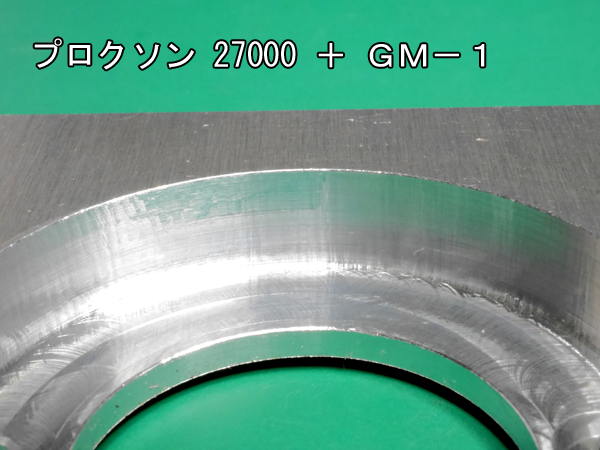
�@�@�@���A���i�ɂ͕��Ђ̍H�����܂܂�Ă��܂��̂ŁA���А��i���Q�l�ɂ���āA
�@�@�@�������Ő��삳���A�����ƈ�������ł�����̂Ǝv���܂��B
|